在食品工业中,植物油分提系统是提高油脂品质、实现人造奶油及起酥油生产的核心环节。通过科学设计的预处理、冷却结晶、离心分离以及溶剂回收四大流程,不仅提升产物的纯度,还显著优化生产效率和能耗表现。本文从技术视角出发,深度剖析每个关键步骤及设备选型要点,助力技术人员和初学者快速掌握稳定高效的分提工艺。
植物油预处理阶段主要包括杂质过滤和温度调节,其核心目的是去除机械杂质和水分,防止结晶异常及乳化现象。合理预处理不仅确保结晶均匀,还降低离心分离设备堵塞风险。根据工厂规模,可选用自动连续滤网或间歇式过滤装置,流量一般控制在10-50 吨/小时。
冷却结晶是分提的关键工序。设计合理的温度曲线和结晶时间直接决定分提效率与油脂结构。一般推荐的冷却温度区间为10-20°C,结晶时间应控制在3-6小时以内。结晶速率过快会导致晶体过细,影响后续离心分离产能;过慢则降低生产效率。
工程师经验分享:“在实际项目中,通过小幅调节结晶温度(±2°C)和延长结晶时间30分钟,往往可以显著提升分提纯度,同时减少结晶池频繁清洗的次数。”

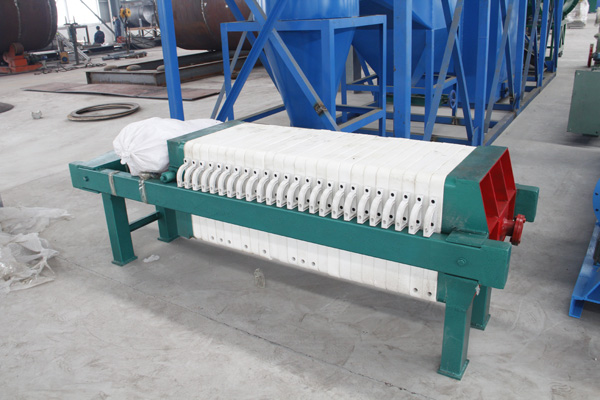
离心分离是实现油脂与固脂、杂质分离的关键环节,设备选型直接影响系统产能与维护成本。连续式分提机适合大型工厂,优势是自动化高、产能达50吨/小时以上,适应稳定的生产节拍;间歇式设备结构简单,适合中小规模生产,灵活性更强但需人工参与较多。
| 设备类型 | 适用规模 | 自动化程度 | 维护难度 |
|---|---|---|---|
| 连续式离心机 | 大型(>30吨/时) | 高 | 较高 |
| 间歇式离心机 | 中小型(<30吨/时) | 低至中 | 较低 |
溶剂回收是分提系统中不可忽视的环保环节,目的是最大限度回收使用的有机溶剂,降低排放同时降低生产运营成本。高效的溶剂回收装置温控严格,通常采用蒸馏塔与冷凝回流系统组合,回收率可达95%以上。控制溶剂投加量及回收过程温度,避免过高能耗和产品中残留溶剂超标。
生产现场经常遇到的主要问题有堵塞、乳化以及能耗异常。堵塞多因杂质处理不到位,建议加强预处理过滤及杂质在线监控;乳化主要源自温度波动和溶剂量不合理,应优化温度曲线控制及投料比例;能耗异常则需排查机械运行状态和溶剂回收热能管理。
故障排查逻辑小贴士:优先从原料状态检查起,确认预处理有效,定期核查冷却设备参数,并结合设备运行数据进行对比分析,确保系统稳定工作。

合理的设备选型结合精准的工艺参数设定是确保分提系统高效稳定的关键。企鹅集团的植物油分提设备选型方案,基于冷却结晶工艺的温度曲线、结晶时间及溶剂用量参数,配备先进的离心分离技术和全封闭溶剂回收系统,精准匹配不同产能需求,助您轻松驾驭起酥油及人造奶油生产难题。

 52
|
52
|
 棕榈核油精炼
磷脂去除技术
食品安全标准
螺旋压榨设备
自动化控制系统
棕榈核油精炼
磷脂去除技术
食品安全标准
螺旋压榨设备
自动化控制系统
 466
|
小型棕榈油精炼设备
能效优化
节能技术
间歇精炼工艺
设备维护
466
|
小型棕榈油精炼设备
能效优化
节能技术
间歇精炼工艺
设备维护
 348
|
棕榈核油精炼
螺旋压榨技术
自动化控制系统
磷脂提取
油脂加工工艺
348
|
棕榈核油精炼
螺旋压榨技术
自动化控制系统
磷脂提取
油脂加工工艺
 189
|
植物油分提设备选型
连续式分提机
间歇式分提机
冷却结晶工艺
离心分离设备
48
|
棕榈油精炼设备核心部件选型
棕榈油电机选型
耐高温泵材质
轴承抗疲劳技术
棕榈油设备故障排查
189
|
植物油分提设备选型
连续式分提机
间歇式分提机
冷却结晶工艺
离心分离设备
48
|
棕榈油精炼设备核心部件选型
棕榈油电机选型
耐高温泵材质
轴承抗疲劳技术
棕榈油设备故障排查